欢迎光临~璀铉精密机械(上海)有限公司
语言选择:
 ∷
∷

∷
∷
功能
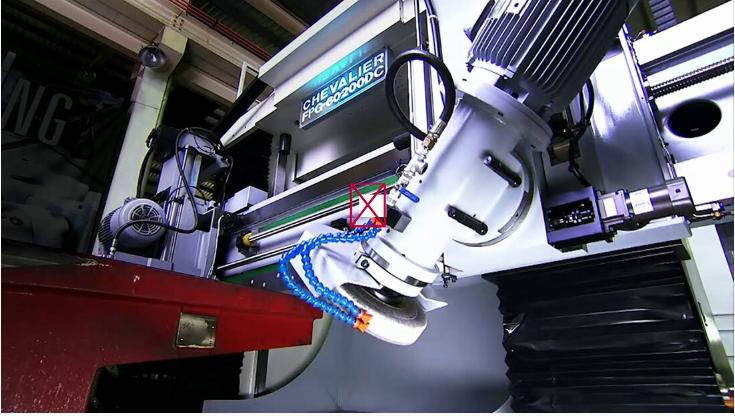
升降軌道與主軸座機構設計,含高負荷之四線方形導軌,提供絕佳的剛性及重切削輪磨加工能力。Y軸之硬軌表面硬化熱處理並經精密研磨,高寬度之導軌活動面貼附Turcite-B抗磨擦介質再施以手工鏟花,使主軸頭之運行更穩定平滑。
蝸輪減速機加上由
伺服馬達聯動之高精度螺桿,配備氣動式配重平衡系統,確保運行更平穩,並可避免停電時之撞車危險。
高精度卡匣式主軸內部,配有四個C7 (P4)等級之角接觸軸承,及一組能承受高徑向負荷之NN型滾柱軸承。


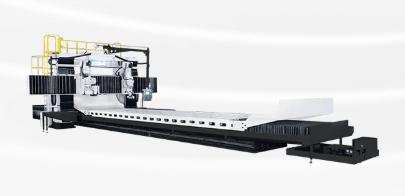
台湾福裕高精度数控动梁式导轨磨床FPG-100160DC
张经理15900572016
联系人:张先生
手机:15900572016
电话:15900572016
邮箱:15900572016@163.com
地址: 上海市嘉定区江桥镇沙河路337号
